

La presión nominal de un cilindro hidráulico no se establece arbitrariamente. Se calcula exhaustivamente en función del límite elástico del material del cilindro, la estructura del espesor de la pared y el límite de carga de los sellos. La presión nominal de los modelos generales estándar toma 16MPa como valor de diseño básico.
Este parámetro coincide con el límite de soporte seguro de los cilindros de acero al carbono ordinarios, los sellos de poliuretano estándar y las estructuras de guía convencionales, y también sirve como el estándar de selección más común para maquinaria de construcción y sistemas hidráulicos de remolques. En funcionamiento real, se permite que la presión de impacto instantánea exceda brevemente la presión nominal, mientras que la presión de trabajo continuo a largo plazo no debe exceder el 85% del valor nominal. Este es el principio central de diseño para evitar fugas internas, envejecimiento acelerado del sello y deformación del cilindro.
En condiciones de presión excesiva a largo plazo, la pared interior del cilindro producirá una ligera deformación elástica y el espacio de coincidencia entre el manguito guía y el vástago del pistón se desplazará, dañando la tolerancia precisa original de 0,02 a 0,03 mm.
Al aumentar el espacio, el flujo lateral de aceite hidráulico se intensifica y el anillo del pistón soporta una fuerza desigual, lo que lleva a un desgaste parcial gradual. En la etapa posterior, se producirán fallas comunes como fugas internas, fuerza de elevación insuficiente y asentamiento rápido de la carga, que también son causas importantes de fallas hidráulicas frecuentes en los equipos en el sitio.
La temperatura ambiente de 20 ℃ a 30 ℃ es el rango óptimo para el diseño del material del sello. Los sellos de poliuretano y caucho de nitrilo mantienen valores estándar en dureza, compresión elástica y resistencia al aceite.
En esta condición, el labio de sellado encaja uniformemente con la pared del cilindro y mantiene una precarga constante, manteniendo un rendimiento estable del sellado de aceite durante mucho tiempo sin desgaste ni deformación anormales.
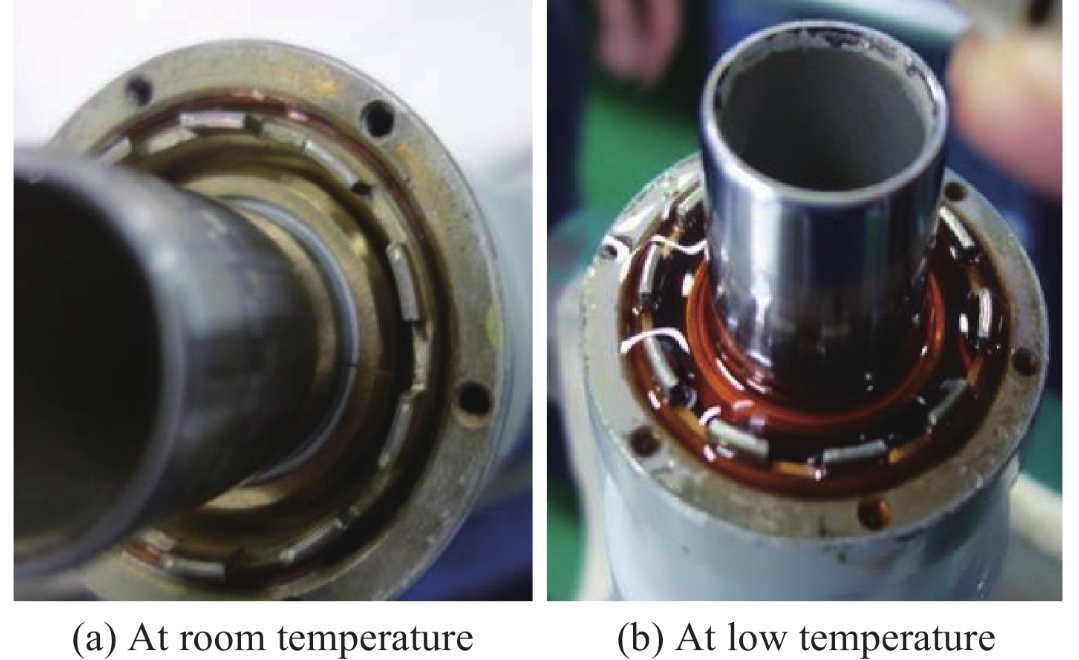
Cuando la temperatura cae por debajo de -15 ℃, la actividad molecular de los materiales de sellado disminuye con mayor dureza y menor tenacidad. La flexibilidad de ajuste del labio de sellado disminuye y no puede compensar los espacios pequeños de forma adaptativa, lo que es la principal causa de fugas a baja temperatura.
El funcionamiento prolongado por encima de 40 ℃ acelerará la oxidación del aceite hidráulico y producirá impurezas coloidales. Mientras tanto, los sellos envejecen y se endurecen más rápido con una elasticidad reducida, lo que provoca ligeras fugas graduales y continuas y afecta la estabilidad operativa general.
La galvanoplastia con cromo duro en los vástagos de los pistones es un proceso de protección estándar en la industria. Para productos formales producidos en masa, el espesor del revestimiento se controla estrictamente entre 0,08 mm y 0,12 mm.
Un revestimiento demasiado fino no proporciona una resistencia adecuada a la fricción de la arena y a la corrosión, lo que provoca rayones y manchas de óxido en poco tiempo en condiciones de trabajo al aire libre. Un revestimiento excesivamente grueso aumentará la tensión en la superficie interna y provocará descamación, dañando la suavidad de la superficie y acelerando el desgaste del sello.

La rugosidad de la superficie de los vástagos de pistón terminados se controla en Ra0,2–Ra0,4μm. Esta precisión satisface la demanda de movimiento telescópico de baja fricción y evita rayar el labio de sellado causado por microrebabas en la superficie.
Una rugosidad excesivamente alta desgastará continuamente el sello debido a protuberancias microscópicas; mientras que una superficie demasiado lisa reduce la capacidad de almacenamiento de aceite y dificulta la formación de una película de aceite estable, lo que aumenta el riesgo de fricción seca y acorta la vida útil de los componentes de sellado.
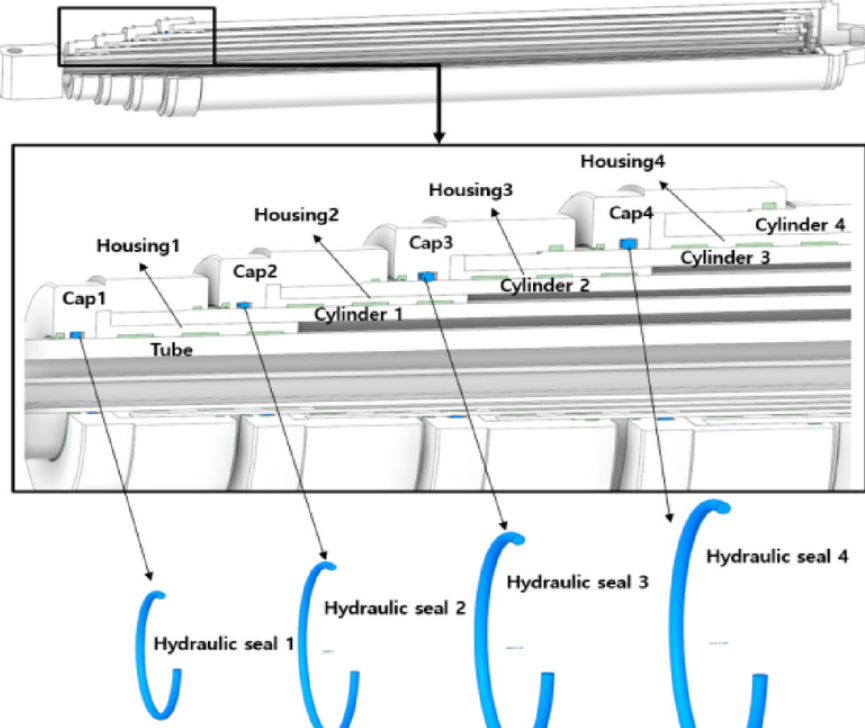
Los cilindros hidráulicos de etapas múltiples tienen diferencias estructurales inherentes en la carrera, el área de actuación efectiva y el diámetro del paso de aceite de cada etapa. Los modelos sin diseño de optimización síncrona producirán una desviación de posición durante la operación telescópica de carrera completa.
La coaxialidad del mecanizado, la holgura del manguito guía y la distribución del flujo de aceite son tres factores centrales del proceso que determinan la precisión de la sincronización de los cilindros de múltiples etapas.
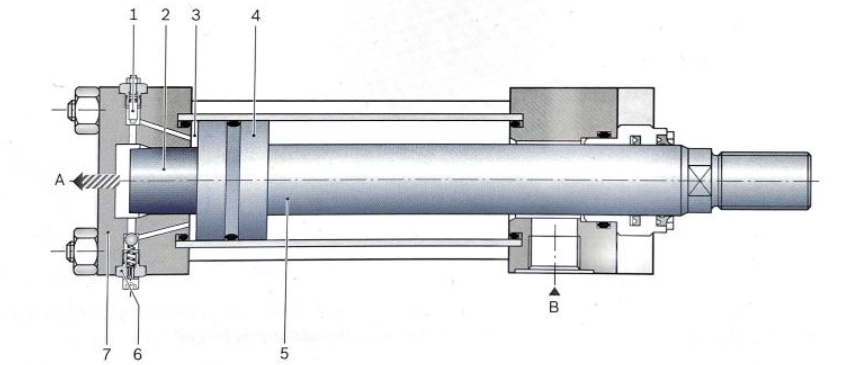
Estructuras de acelerador de amortiguación incorporadas en ambos extremos decilindros hidráulicosReduce el caudal de aceite hidráulico al final de la carrera mediante el efecto de amortiguación de los orificios del acelerador, evitando el impacto rígido entre el pistón y la tapa del extremo.
El diseño razonable del amortiguador debilita el impacto de arranque y parada, reduce la vibración general del equipo y reduce el daño por fatiga de las costuras de soldadura y los soportes de montaje. Es especialmente adecuado para escenarios de arranque y parada de alta frecuencia, como elevación montada en vehículos, maquinaria portuaria y equipos agrícolas pesados.
En el estándar de ensamblaje de precisión de la industria, la holgura de ensamblaje entre el manguito guía y el vástago del pistón se controla de manera estable entre 0,02 mm y 0,03 mm.
Un espacio libre demasiado pequeño provocará atascos y movimientos telescópicos irregulares debido a la expansión térmica cuando aumenta la temperatura; El juego excesivo aumenta la vibración radial del vástago del pistón, lo que genera una carga excéntrica concentrada y desgaste unilateral, acortando así el ciclo general de mantenimiento.
La coaxialidad del ensamblaje del cilindro, la tapa lateral, el manguito guía y el vástago del pistón es un punto de control clave en la fabricación y el ensamblaje.
Los cilindros hidráulicos con una desviación coaxial excesiva funcionan bajo fuerza excéntrica durante mucho tiempo, lo que aumenta en gran medida la probabilidad de desgaste unilateral del sello y rayado local de la pared del cilindro. También es una razón técnica importante para las diferencias obvias en la vida útil entre productos de la misma especificación.



